Large Format Additive Manufacturing Transforms Industrial Production in the AI Era

Large Format Additive Manufacturing (LFAM) has evolved from experimental prototypes to production-ready industrial systems capable of printing parts measured in meters at deposition rates exceeding 200 kg/hour—representing throughput improvements of 200-1000× over conventional desktop 3D printing.
The technology, defined as pellet-based polymer extrusion and thermoplastic composite additive manufacturing with build volumes of at least one cubic meter, now produces everything from 22-foot helicopter blade molds to 36-meter marine vessels. By 2026, LFAM has matured into a transformative manufacturing method that reduces tooling lead times by 80-95%, cuts material costs by 60-90%, and increasingly integrates AI-driven process optimization to achieve consistent part quality at industrial scales.
The convergence of high-throughput pellet extrusion, fiber-reinforced thermoplastic composites, and hybrid additive-subtractive manufacturing has positioned LFAM as a compelling alternative to traditional composite layup for tooling applications, while continuous fiber integration approaches are expanding capabilities toward structural aerospace components. This technological evolution represents a fundamental shift in how large-scale parts move from design to production.
LFAM at a Glance
Large Format Additive Manufacturing Key Performance Metrics
Origins trace from ORNL breakthroughs to global commercial deployment
The transformation from laboratory concept to industrial reality occurred remarkably quickly. Oak Ridge National Laboratory's Manufacturing Demonstration Facility initiated polymer extrusion research in 2012, achieving a pivotal breakthrough in January 2013 when researchers discovered that adding 20% carbon fiber to thermoplastic pellets solved the variable internal stress problems that had plagued large-format polymer printing. This single innovation—using fiber reinforcement to reduce coefficient of thermal expansion by an order of magnitude—enabled the first practical large-scale polymer additive manufacturing.

Cincinnati Incorporated partnered with ORNL in February 2014 to develop the Big Area Additive Manufacturing (BAAM) system, which made global headlines in September 2014 when it printed the Strati electric vehicle live at the International Manufacturing Technology Show in 44 hours. The first-generation BAAM achieved 10 lbs/hour deposition at build volumes of 8 × 20 feet—500× faster processing and 100× larger volumes than prior commercial systems. By November 2017, Cincinnati had sold 14 BAAM systems, establishing the commercial viability of pellet-based large-format AM.
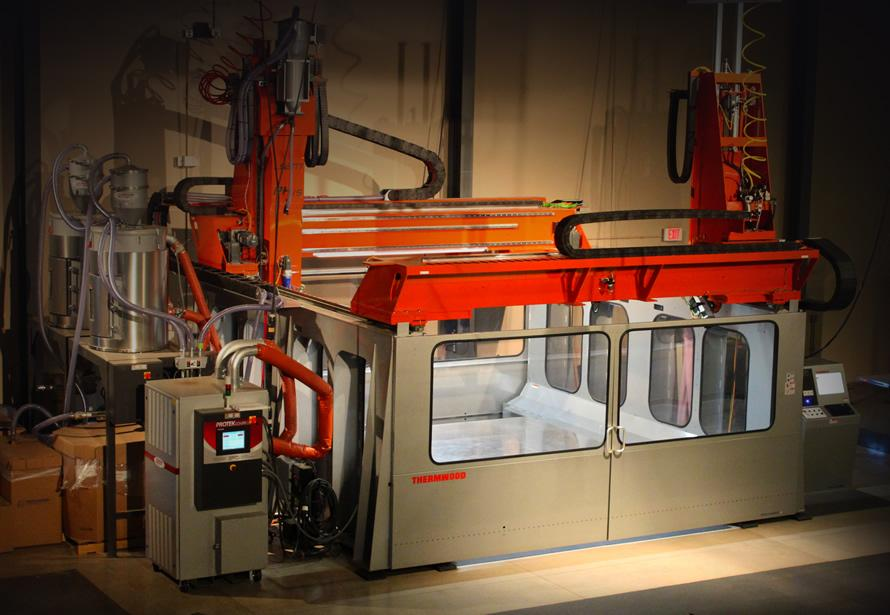
Thermwood Corporation introduced LSAM (Large Scale Additive Manufacturing) in September 2016, pioneering the dual-gantry architecture that integrates printing and CNC trimming on a single machine. This near-net-shape manufacturing approach—printing parts slightly oversized then machining to final tolerance—became the industry standard for high-quality tooling production. Thermwood's systems now achieve deposition rates up to 500 lbs/hour (227 kg/hr) with work envelopes extending beyond 100 feet.

Ingersoll Machine Tools entered the sector in 2015, developing the MasterPrint platform and partnering with ORNL on the WHAM (Wide and High Additive Manufacturing) system targeting 1,000 lbs/hour deposition rates with standard work envelopes of 23 × 10 × 46 feet. European manufacturers including CEAD (Netherlands), Caracol (Italy), and BigRep (Germany) expanded global capacity, with CEAD's Flexbot robotic systems now operating in configurations up to 36 meters in length at Al Seer Marine's facility—the world's largest LFAM installation.
LFAM Timeline (2012–2026)
Key Milestones in Large Format Additive Manufacturing Evolution
Pellet extrusion fundamentals enable order-of-magnitude improvements
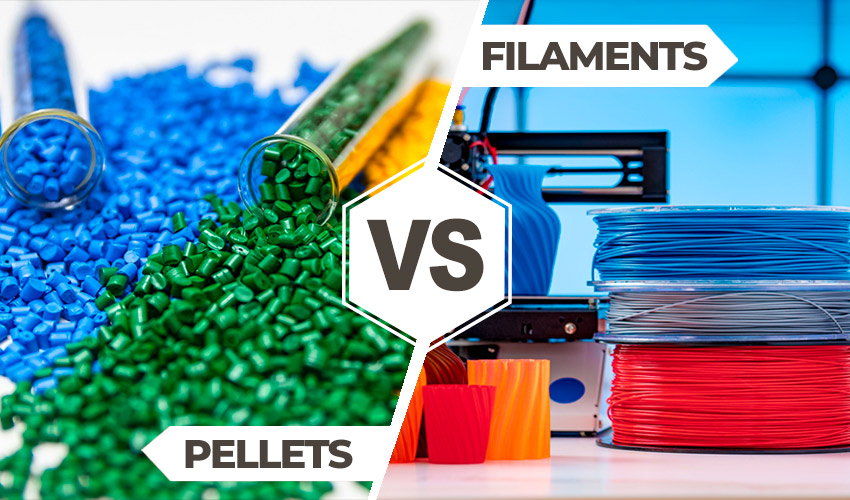
The technical distinction between LFAM and desktop fused deposition modeling lies in the feedstock format and its processing implications. Desktop systems use filament—typically 1.75mm diameter spools that must be manufactured from pellets through an additional thermal cycle. LFAM systems feed standard injection molding pellets (3-5mm diameter) directly into screw extruders, eliminating that intermediate processing step while achieving material cost reductions of 60-90% compared to equivalent filament.
Single-screw extruders dominate LFAM systems for their simplicity and cost-effectiveness. Pellets enter through a hopper, advance through multiple independently controlled heating zones via the rotating screw, and exit through nozzles ranging from 2-24mm diameter. The larger nozzle diameters produce layer heights of 1-5mm and bead widths up to 21mm—coarser resolution than desktop systems but appropriate for near-net-shape manufacturing where CNC machining establishes final dimensions. Twin-screw extruders offer superior mixing for highly-filled composites but at significantly higher cost and complexity.
Thermal management represents the critical process control challenge at industrial scales. Interlayer bonding requires molecular diffusion across the interface while both layers remain above glass transition temperature. Current systems achieve interlayer bond strengths of 30-80% of bulk material properties depending on thermal management effectiveness. Thermwood's patented compression wheel system physically fuses layers during deposition, while other manufacturers employ infrared preheating, heated enclosures up to 200°C, or automated layer time control to maintain optimal substrate temperatures.
The near-net-shape manufacturing workflow proceeds in phases: parts print oversized to account for shrinkage (typically 0.5%), undergo thermal stabilization for 24+ hours, then receive CNC machining for final dimensions. Many systems integrate both capabilities—Thermwood's dual-gantry LSAM prints on one gantry while the second performs 5-axis machining, eliminating part handling between operations.
Filament vs. Pellet Extrusion
Comparing Material Feed Systems for Large Format Additive Manufacturing
Filament Process
Pellet Process
Machine architectures span gantry systems to multi-axis robotics
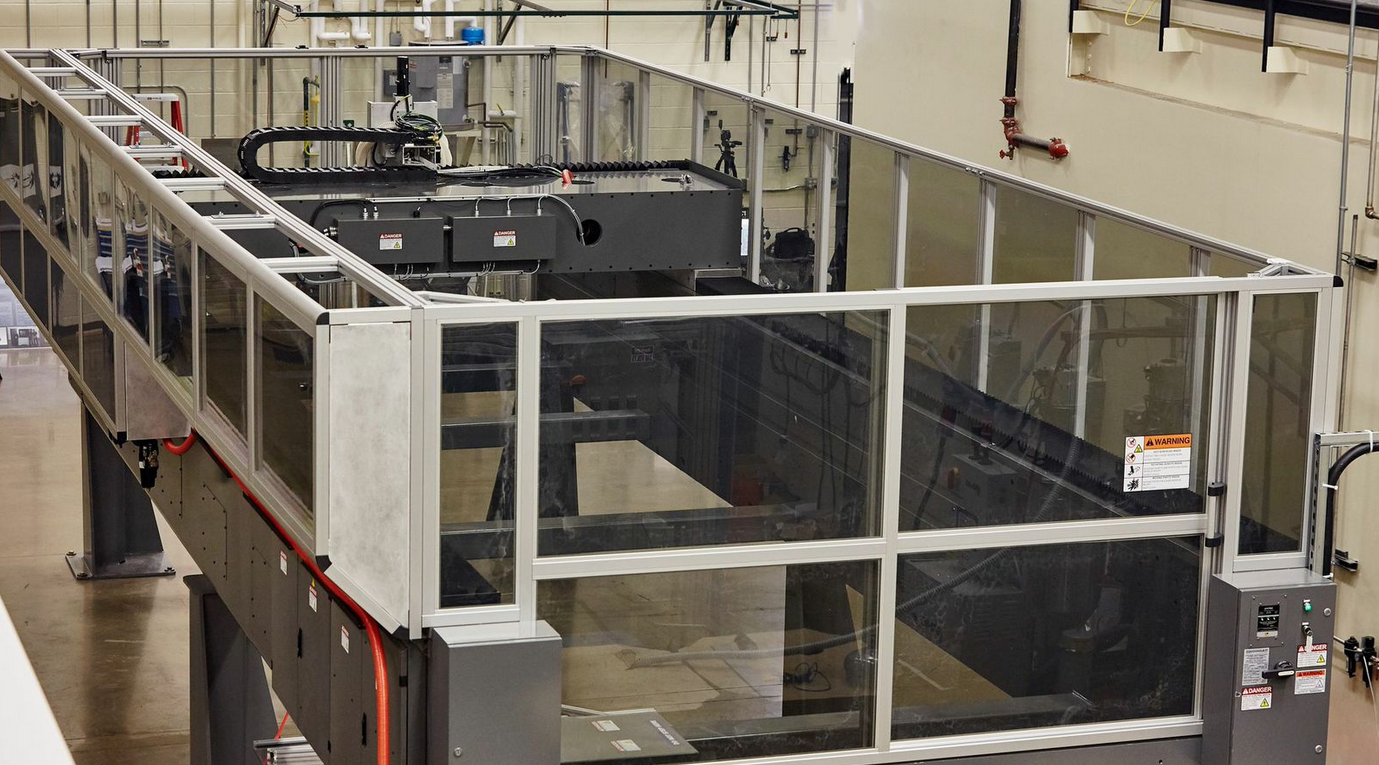
Two fundamental architectures dominate commercial LFAM: gantry systems and robotic arm platforms. Gantry systems—exemplified by Thermwood LSAM and Cincinnati BAAM—provide high rigidity and precision across very large work envelopes, with some configurations extending beyond 100 feet. The fixed-table, overhead-gantry configuration accommodates heavy extruders and ancillary systems while maintaining consistent bead placement accuracy.
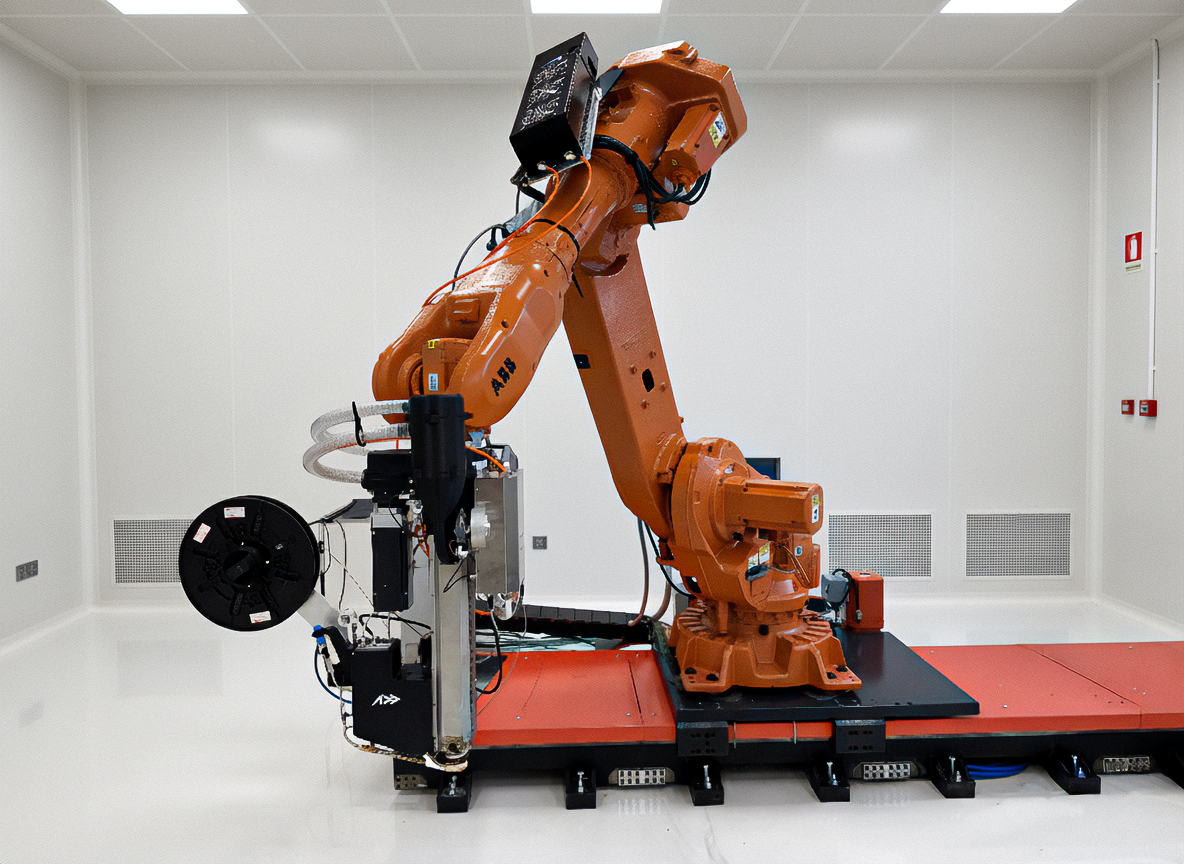
Robotic arm systems, including CEAD Flexbot and Caracol Heron AM, offer 6+ axis motion enabling non-planar printing on curved surfaces. Mounting robots on linear rails extends reach dramatically—CEAD's 40-meter rail configurations demonstrate the scalability of this approach. However, robots typically exhibit lower rigidity than gantries and face payload limitations affecting extruder size. Hybrid configurations increasingly combine both approaches, using robotic end-effectors on gantry frames to achieve geometric flexibility with structural stability.

Commercial System Specifications
| Manufacturer | System | Architecture | Work Envelope | Max Deposition Rate |
|---|---|---|---|---|
| Thermwood | LSAM | Dual Gantry | 10' × 5' × 100'+ | 227+ kg/hr |
| Cincinnati Inc. | BAAM | Gantry | 6m × 2.3m × 1.8m | 45 kg/hr |
| Ingersoll | WHAM | Gantry | 7m × 3m × 14m | 454 kg/hr (target) |
| CEAD | Flexbot | Robot on Rail | 40m × 4m × 3m | 84 kg/hr |
| Caracol | Heron AM | 6-axis Robot | Scalable via rails | Variable |
| Titan/3D Systems | Atlas | Gantry | 1.27m × 1.27m × 1.83m | 14 kg/hr |
| Addcomposites | ADDX | Robot-Mounted Hybrid | Robot-dependent | Variable (Hybrid CF/Pellet) |
Thermwood's systems process materials up to 450°C (842°F), enabling high-performance thermoplastics including PEEK, PEKK, and PEI (Ultem). The company's LSAM Print 3D software, operating within Mastercam, generates toolpaths for variable bead width, concurrent multi-part printing, and integrated trim operations.
Gantry vs. Robotic Architecture
Comparing Motion System Architectures for Large Format Additive Manufacturing
Gantry System
Overhead Cartesian structure with linear motion axes
Robotic Arm System
Articulated arm with multi-axis freedom of motion
Universal Robot Integration: The Plug-and-Play Advantage
ADDX inherits Addcomposites' fundamental architectural philosophy: advanced composite manufacturing should integrate with existing industrial infrastructure rather than requiring dedicated proprietary systems. This plug-and-play approach—proven across 50+ AFP-XS installations globally—provides compelling advantages for ADDX adoption:
Hardware Agnostic Design
Unlike proprietary gantry systems or specialized robotic cells, ADDX mounts to standard industrial robots from all major manufacturers:
KR series, tested across KR60, KR120, KR210 payloads
IRB series, including IRB 4600, IRB 6700, IRB 7600 configurations
M-20i, M-710i, R-2000i series
Motoman configurations
UR10e, UR20 (for smaller-scale applications)
RS series industrial robots
The system interfaces through standard robot tool flanges using industry-standard mechanical and electrical connections. No specialized motion controllers, proprietary robot languages, or manufacturer-specific programming required—ADDX communicates via standard industrial protocols (Ethernet/IP, PROFINET, etc.).
Rapid Integration Timeline
Traditional LFAM systems require facility modifications, custom installations, and extensive commissioning. ADDX's plug-and-play architecture compresses this timeline:
Mechanical mounting to existing robot, pneumatic/electrical connections
AddPath software installation, robot communication configuration
Material system setup, thermal calibration, initial test parts
Production-ready operation with validated process parameters
Integration Advantage
Total integration: 4-6 weeks versus 3-6 months typical for dedicated LFAM gantry installations. Facilities utilize existing robot investments—a critical advantage for manufacturers already operating robotic work cells for welding, material handling, or traditional AFP.
Scalability Through Robot Selection
The same ADDX printhead scales across application requirements by robot selection:
UR20 or ABB IRB 4600 with compact work cell
KUKA KR120 or Fanuc M-710i on floor mount
ABB IRB 6700 or KUKA KR210 on linear rail extension
Multiple robots with ADDX printheads for coordinated printing
This modular approach allows capacity expansion through additional robot cells rather than replacing entire systems—a fundamental economic advantage for growing operations.
Integration with Existing Manufacturing Ecosystems
ADDX's robot-agnostic design enables integration into broader manufacturing workflows:
Same robot performs ADDX printing, then switches to machining end-effector for CNC finishing—single cell, multiple operations
Robot rotates between ADDX printhead and other tools (welding, material handling) based on production schedule
Utilize installed robots during low-utilization shifts without dedicated equipment investment
The Addcomposites approach democratizes advanced composite manufacturing by eliminating the capital barrier of purpose-built systems. A manufacturer with existing KUKA robots for automotive assembly can add ADDX capability for composite prototyping or low-volume production—same robots, expanded capability, minimal additional investment.
Materials range from commodity thermoplastics to aerospace-grade composites
LFAM material selection spans from commodity polymers like ABS and PETG to aerospace-qualified high-performance thermoplastics. The pellet format provides direct access to injection molding-grade materials without separate qualification—a significant advantage over filament-based systems that require material reformulation and certification.
Standard engineering polymers serve room-temperature and moderate-heat applications. CF-ABS (20% carbon fiber reinforced ABS) emerged as the workhorse material, offering easy processing, low warpage, and material costs under $25/kg. CF-PC (carbon fiber polycarbonate) provides higher strength for autoclave tooling applications up to 120°C. For the most demanding thermal environments, CF-PEI (Ultem) operates continuously at 200°C with inherent flame retardancy meeting aerospace FST requirements.
Fiber reinforcement fundamentally transforms material behavior for large-format applications. Carbon or glass fiber additions at 20-35 wt% increase tensile strength by 4-7× while reducing coefficient of thermal expansion by an order of magnitude—the critical property enabling dimensionally stable large parts.
Material Properties Comparison
| Material | Fiber Content | Tensile Strength | Tensile Modulus | Max Service Temp |
|---|---|---|---|---|
| CF-ABS | 20 wt% | 65-85 MPa | 8-12 GPa | 80°C |
| CF-PC | 20 wt% | 90-120 MPa | 12-15 GPa | 120°C |
| CF-PEI (Ultem) | 20-30 wt% | 140-180 MPa | 15-20 GPa | 200°C |
| CF-PEEK | 30 wt% | Up to 138 MPa | 14-18 GPa | 250°C |
Material suppliers including SABIC (THERMOCOMP AM series), Techmer PM (HiFill grades), Polymaker (PolyCore series), and Airtech (Dahltram) offer comprehensive portfolios optimized for LFAM processing. SABIC's complete testing with BAAM systems provides validated processing parameters that reduce implementation risk.
The anisotropy inherent to layer-by-layer deposition remains a challenge: Z-direction strength typically reaches only 30-60% of in-plane values for fiber-reinforced compounds, as increased melt viscosity restricts polymer chain mobility across layer interfaces. Infrared preheating of the substrate has demonstrated up to 90% recovery of bulk material strength in laboratory conditions.
LFAM Material Performance Pyramid
Thermoplastic Material Tiers by Temperature Capability and Performance
Continuous fiber integration bridges the gap toward structural performance
Short fiber LFAM serves tooling applications excellently but cannot match the mechanical performance of traditional continuous fiber composites for structural applications. Multiple approaches now integrate continuous fiber reinforcement during large-format deposition, creating a spectrum of capability between pure pellet extrusion and Automated Fiber Placement.
In-situ impregnation systems feed dry fiber into the nozzle where thermoplastic or snap-cure thermoset matrix impregnates the tow during deposition. Orbital Composites' coaxial extrusion process handles carbon fiber tows from 3K to 100K using PA, PEI, PPS, or PEEK matrices. The company's 12-axis dual-robot systems have produced wind turbine blade components under a $4 million DOE grant with ORNL and University of Maine.
Co-extrusion approaches combine pre-impregnated towpreg with additional matrix material during deposition. CEAD's CFAM systems and Anisoprint's twin-nozzle Composite Fiber Co-extrusion enable variable fiber volume control within a single print.
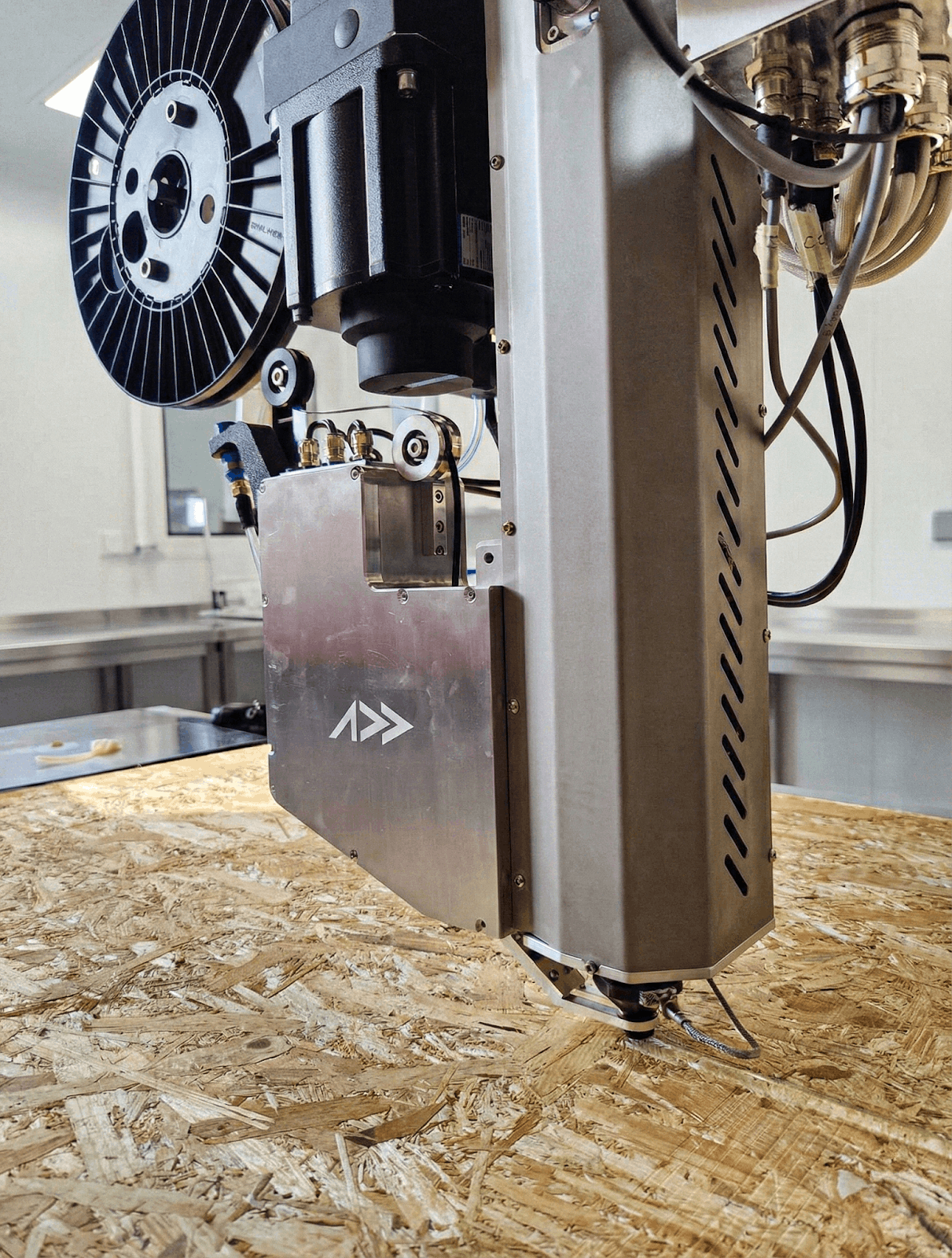
ADDX: AFP and LFAM Working Simultaneously
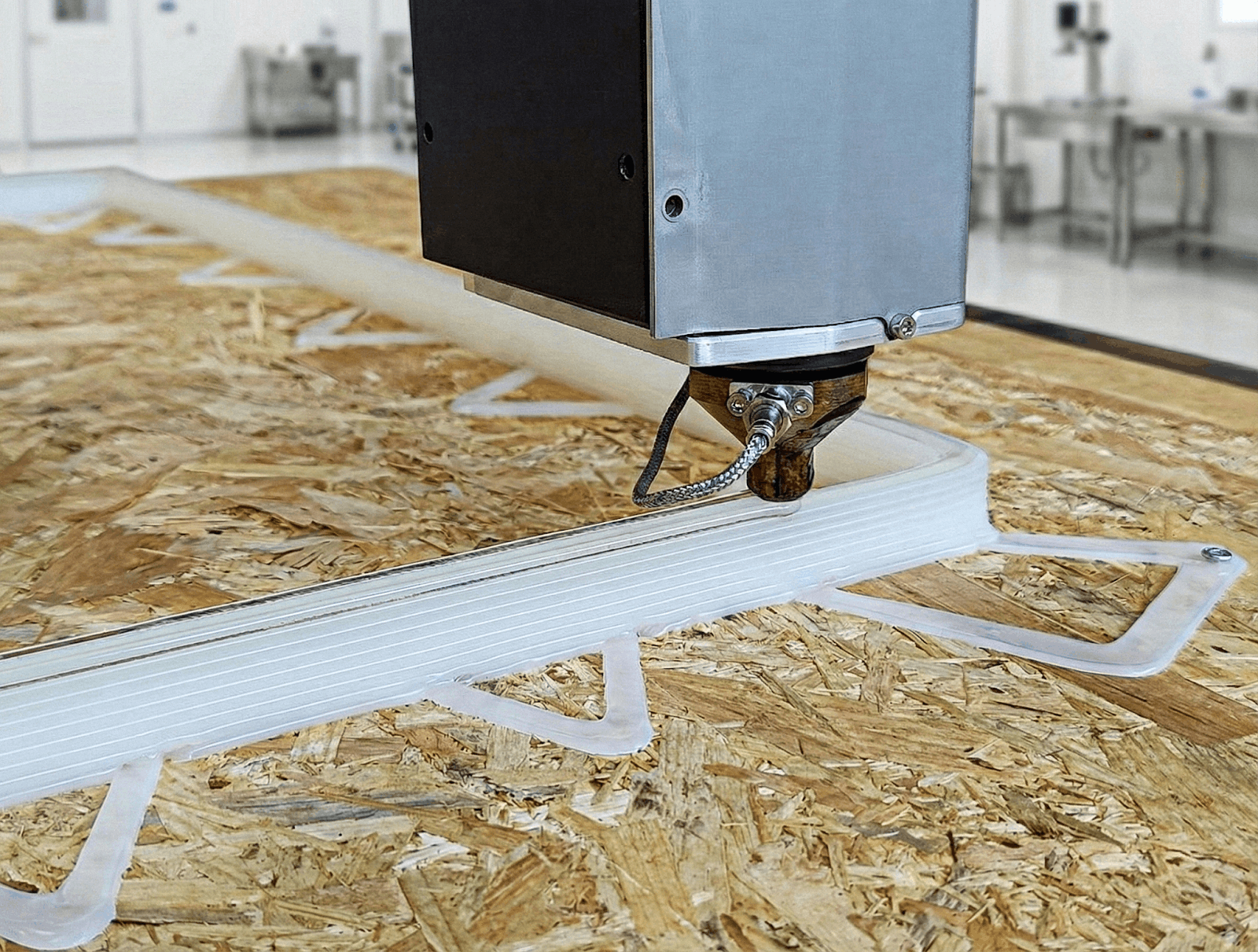
Addcomposites' ADDX system represents a significant evolution in hybrid LFAM technology, uniquely integrating both automated fiber placement and large-format pellet extrusion capabilities within a single compact printhead. This dual-capability architecture positions ADDX as essentially "AFP and LFAM working simultaneously," enabling on-demand switching between reinforcement strategies during fabrication—a capability that opens unprecedented design possibilities for lightweight structural components, complex lattice structures, filament winding applications, and open pin winding configurations.
Short Fiber vs. Continuous Fiber Reinforcement
Comparing Reinforcement Strategies for Large Format Additive Manufacturing
Short Fiber
Chopped fiber reinforcement (2-3mm)
Continuous Fiber
Uninterrupted fiber reinforcement (>110mm)
🔧 Technology Spotlight: ADDX System Architecture

Platform Foundation
Built on Addcomposites' proven AFP-XS platform backbone, inheriting field-validated reliability from 50+ AFP-XS installations worldwide
Physical Specifications
- Compact printhead design: Robot-mountable form factor
- Dual material feed systems converging at extrusion interface
- Short fiber: Pellet hopper system with controlled feeding
- Long fiber: Pre-impregnated tape/filament delivery (>110mm length, extendable to continuous)
- Thermal zones: 5 independently controlled heating sections
- Real-time monitoring: 12+ integrated sensors across material flow path
Operational Modes (Unique in industry)
Pure pellet extrusion, rapid deposition
AFP-quality continuous reinforcement
Simultaneous multi-material extrusion with localized property control
Control System: AddPath software platform
AFP production heritage with 5+ years field deployment
Integrated digital twin simulation and visualization
Native multi-mode toolpath generation
Upcoming integrated milling module for hybrid manufacturing
Robot Compatibility: Universal plug-and-play architecture
KUKA, ABB, Fanuc, Yaskawa, Universal Robots, Kawasaki. Standard industrial robot interface—no specialized motion controllers required. Typical payload requirement: 25-35 kg (system-dependent)
Key Innovation
Real-time reinforcement mode switching during fabrication—enabled exclusively through AddPath/ADDX platform synergy. No other commercial system offers on-demand transition between short-fiber, long-fiber, and hybrid extrusion within a single build.
ADDX Three Operating Modes
On-Demand Mode Switching for Optimized Part Performance
Short-Fiber Mode
Long-Fiber Mode
Hybrid Mode
ADDX Technical Architecture: Parallel Extrusion with Adaptive Reinforcement

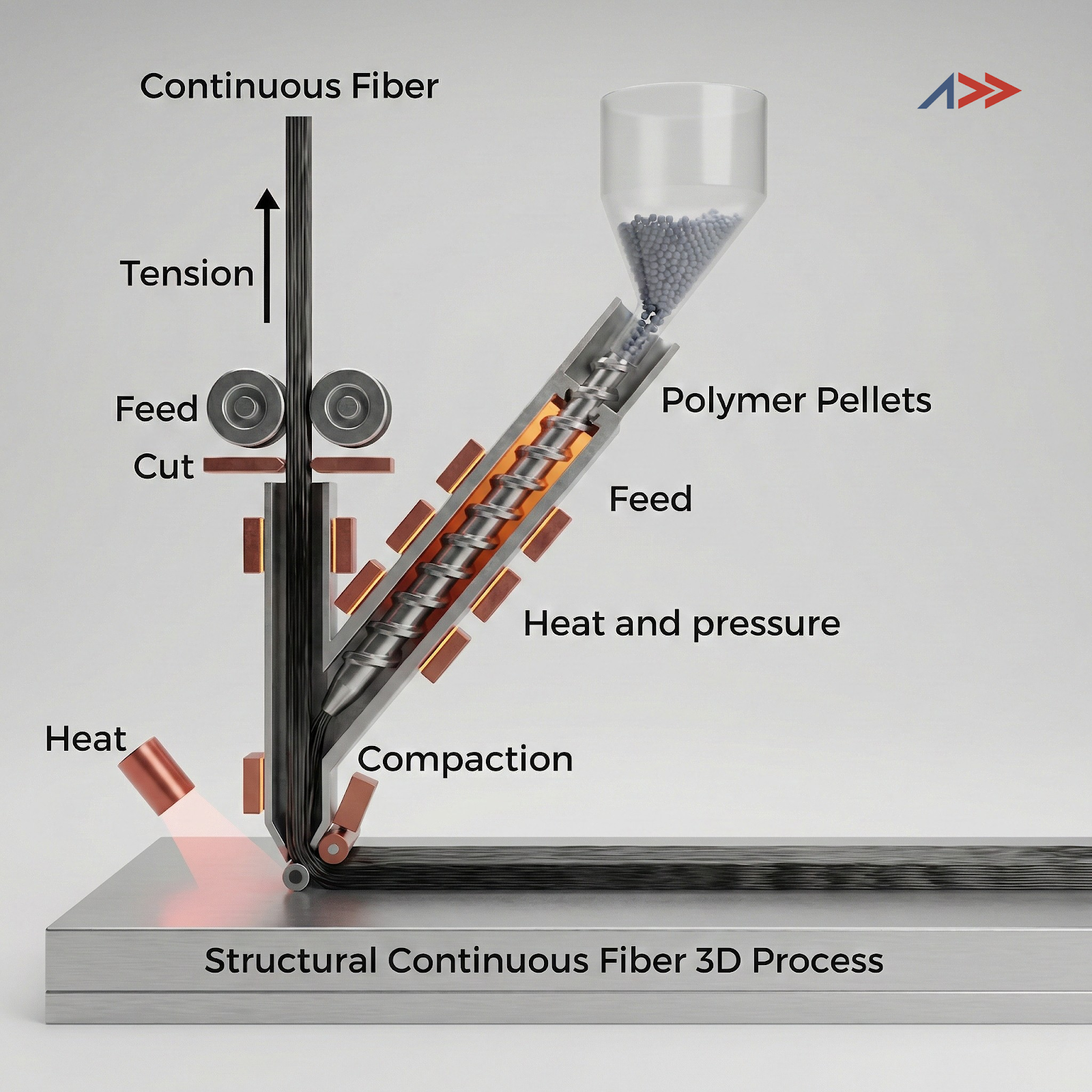
The ADDX system's core innovation lies in its parallel extrusion process that converges two independent material feed systems at the extrusion interface. Short fibers (typically 2–3 mm length) enter via standard polymer granulates pre-mixed with reinforcement through the pellet-fed extrusion system. Long fibers (>110 mm length, extendable to fully continuous reinforcement) are supplied as pre-impregnated thermoplastic tape or filaments through an integrated fiber placement module.
This architecture enables three distinct operational modes, switchable on-demand at the printhead level without system reconfiguration:
Short-fiber mode
Pure pellet-fed composite extrusion using chopped fiber-reinforced granulates for rapid material deposition and complex geometries
Long-fiber mode
Tape or filament-based continuous reinforcement placement for maximum specific stiffness and strength—approaching traditional AFP performance with fiber volume fractions sufficient for structural applications
Hybrid mode
Simultaneous activation of both material streams, enabling localized property adaptation within a single part. High-load regions receive continuous fiber reinforcement while supporting structures utilize short-fiber composite—optimizing the strength-to-weight ratio across the entire component
The ability to transition between these modes during a single build eliminates the traditional trade-off between geometric freedom (additive manufacturing) and structural performance (continuous fiber composites). The system achieves the 200× specific stiffness improvement of continuous fiber reinforcement while maintaining LFAM's ability to create complex geometries impossible with conventional AFP.
Parallel Extrusion Architecture
ADDX Printhead Dual-Input System with Convergent Nozzle Design
Comprehensive Process Monitoring and Control
ADDX implements a sophisticated sensor architecture monitoring every stage of the material flow path from initial feedstock to substrate deposition:
Feedstock Management System
- Material sensor monitors spool status for continuous fiber supply
- Drying Hopper integrates moisture content monitors with temperature control, ensuring proper feedstock conditioning before extrusion—critical for high-performance thermoplastics
- Mini Hopper features low-level detection sensors triggering automated refill signals to main hopper gates, maintaining uninterrupted material flow during extended builds
Thermal Control Architecture
The system maintains precise temperature profiles through five independently controlled thermal zones:
- Barrel zones (Top, Middle, Bottom): Each section features dual heaters, integrated temperature sensors, and PID-controlled cooling fans for localized temperature regulation—essential for processing the wide viscosity range between pellet extrusion and tape consolidation
- Nozzle and End Chute: Final material temperature regulation ensuring consistent bead formation
- Substrate heating sensor: Monitors deposition surface temperature for optimal interlayer bonding
Robot Synchronization and Fiber Unit Control
ADDX acquires real-time robot position and velocity feedback to dynamically regulate extrusion motor speed and screw rotation, ensuring consistent bead geometry across varying traverse speeds and accelerations. The Continuous Fiber Unit employs a dedicated servo motor managing tension control, feed rate synchronization, and jam detection. Specialized cutter fault detection sensors enable precise tape or filament placement with minimal waste.
This integration of AFP-level continuous fiber capability with LFAM's high-throughput pellet extrusion creates a unique manufacturing platform. Engineers can now design parts that were previously impossible: lightweight lattice structures with continuous fiber load paths, filament-wound pressure vessels printed in-place, open pin-winding configurations for complex curved geometries, and optimized multi-material structures where high-strength fiber regions transition seamlessly into lightweight fill sections—all produced in a single automated process.
ADDX Sensor & Control Architecture
Closed-Loop Feedback System for Real-Time Process Optimization
ADDX-Enabled Applications: When Hybrid Capability Unlocks New Design Space
The ADDX system's unique ability to switch between reinforcement strategies during fabrication enables entirely new categories of optimized structures previously impossible with either pure LFAM or traditional AFP:
Topology-Optimized Lattice Structures with Load-Path Reinforcement
Generative design algorithms produce organic lattice structures optimized for specific load cases, but manufacturing these designs has required compromise—either machining from solid billets (massive material waste) or printing in unreinforced polymer (insufficient strength). ADDX resolves this paradox:
- Structural members receive continuous fiber reinforcement in long-fiber mode, achieving specific stiffness comparable to aluminum at 1/3 the weight
- Junction nodes and transition regions print in hybrid mode, blending continuous fiber with short-fiber matrix for complex geometry navigation
- Non-structural infill uses pure short-fiber mode for rapid space-filling at minimal weight
In-Situ Filament Winding for Pressure Vessels and Cylindrical Structures
Conventional filament winding requires dedicated mandrels and specialized equipment. ADDX performs filament winding as a printing operation:
Initial mandrel printing
Short-fiber mode rapidly produces sacrificial or permanent core structure
Hoop winding
Long-fiber mode wraps continuous fiber reinforcement at optimized angles for pressure containment—system maintains consistent tension through servo-controlled fiber feed
End caps and fittings
Hybrid mode transitions from wound cylinder to complex geometry interfaces
Outer shell
Short-fiber mode provides environmental protection and surface finish
Open Pin-Winding and Complex Curved Surface Reinforcement
Traditional AFP struggles with deeply curved surfaces and geometric discontinuities. ADDX's hybrid approach enables:
- Pin structures print in short-fiber mode, creating temporary or permanent mandrel features
- Fiber routing: Long-fiber mode follows optimized paths around pins, through holes, over compound curves—geometric freedom inherited from LFAM's 6+ axis motion
- Matrix filling: Hybrid mode simultaneously deposits fiber and matrix, eliminating secondary infiltration processes
- Final geometry: Short-fiber mode builds up remaining structural elements
Functionally Graded Structures with Continuously Varying Properties
The hybrid mode's simultaneous operation of both material streams enables property gradients impossible with discrete material changes:
- High-load regions: Maximum continuous fiber content (approaching 60% fiber volume fraction)
- Transition zones: Gradual reduction in long-fiber content while increasing short-fiber matrix—smooth stiffness gradient prevents stress concentrations
- Low-load regions: Pure short-fiber composite optimizes weight/cost
- Surface layers: Controlled fiber orientation for wear resistance, environmental protection, or aesthetic requirements
Large-Format Sandwich Structures with Integrated Cores
ADDX enables single-process fabrication of complete sandwich panels:
- Bottom skin: Long-fiber mode produces structural face sheet with optimized fiber orientation
- Core structure: Short-fiber mode rapidly builds honeycomb, foam-equivalent, or lattice core geometry
- Load introduction points: Hybrid mode creates potted inserts or local reinforcements
- Top skin: Return to long-fiber mode for upper face sheet
The ADDX approach bridges the performance gap between pure LFAM (limited to short-fiber reinforcement) and traditional AFP (limited to flat or gently curved laminates), offering the geometric freedom of additive manufacturing with the structural efficiency of continuous fiber composites. For aerospace, marine, automotive, and renewable energy applications requiring large-scale parts with optimized strength-to-weight ratios, this hybrid capability represents a transformative manufacturing option.
The most advanced hybrid approach, Electroimpact's SCRAM (Scalable Composite Robotic Additive Manufacturing), integrates thermoplastic AFP, FFF with two nozzles, pellet extrusion, and CNC milling within a single 6-axis robotic cell. Using laser heating at 400W per lane (976nm wavelength), SCRAM achieves fiber volume fractions of 50-60% with porosity below 0.5% in laboratory conditions—approaching autoclave-quality consolidation. Northrop Grumman integrated the first production SCRAM system in March 2024 for attritable aircraft structures, with first flight-qualified parts expected by late 2024.
Performance Comparison
| Parameter | Traditional AFP | Continuous Fiber 3D Printing | Electroimpact SCRAM | Addcomposites ADDX |
|---|---|---|---|---|
| Fiber Volume | 55-65% | 5-60% | 50-60% | 20-60% (mode-dependent) |
| Porosity | <1% (autoclave) | 0.5-5% | <0.5% (lab) | <2% (continuous mode) |
| Deposition Rate | 600+ mm/sec | 60-200 mm/sec | 60-100 mm/sec | Variable (pellet/fiber/hybrid) |
| Geometric Freedom | Limited | High | Very High | Very High |
| Equipment Cost | $1M-$30M | $50K-$500K | ~$2M | $150K-$400K (est.) |
| Reinforcement Switching | No | No | No | Yes (real-time) |
Proven applications span aerospace tooling to marine vessels
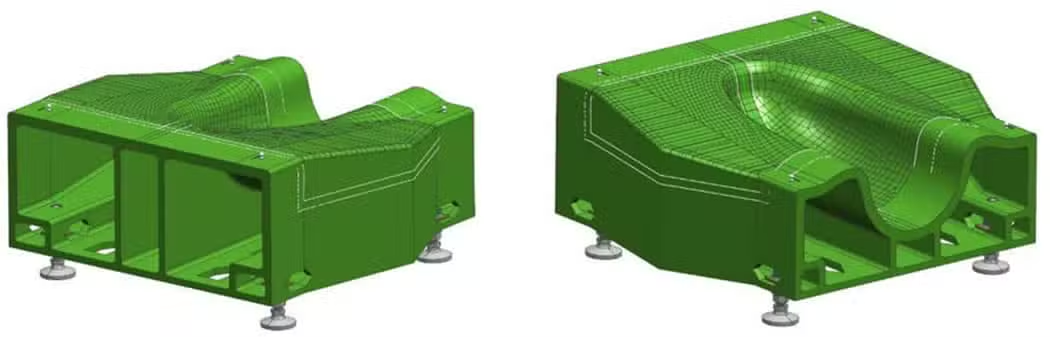
LFAM has achieved production status across multiple industries, with composite layup tooling representing the most mature application. Boeing's ManTech program validated Thermwood LSAM-printed PESU tools through multiple autoclave cure cycles at 350°F and 100 psi, demonstrating 50% cost savings and 65% reduced lead time versus traditional metal tooling. The Boeing/AFRL Low-Cost Attritable Technology program produced full-scale fuselage skin tools exceeding 10 feet in length—1,400 lbs printed in 18 hours.
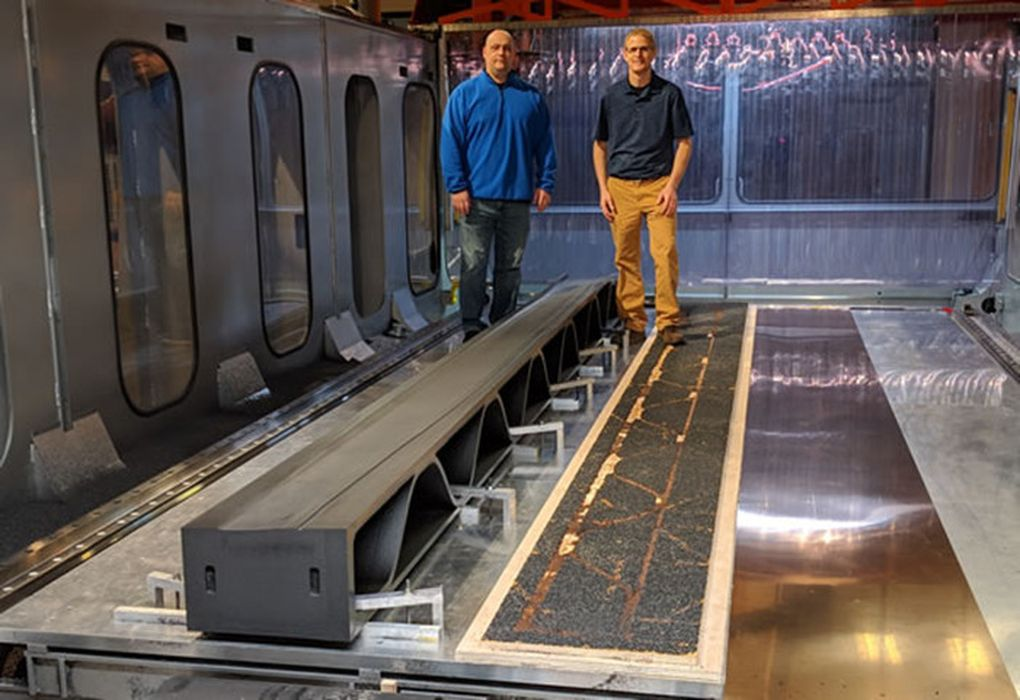
Bell Helicopter's blade mold program pushed scale boundaries with 20-foot closed-cavity molds printed in just over 6 hours total, capable of 360°F autoclave operation at 90 psi. Ingersoll's 22-foot rotor blade vacuum trim tool for Bell used 1,150 lbs of CF-ABS in 75 hours of continuous printing—replacing a traditional aluminum mold process requiring 4-5 months.
The marine industry has embraced LFAM's ability to produce hull molds and increasingly complete vessels. University of Maine's 3Dirigo earned three Guinness World Records in 2019 as a 25-foot, 5,000 lb patrol boat hull printed in 72 hours. By 2022, UMaine produced even larger logistics vessels for the U.S. Marine Corps—the larger vessel capable of carrying two 20-foot shipping containers, completed in one month versus the year required for traditional construction. Caracol's robotic LFAM produced the first ISO-certified 3D-printed marine gangway, achieving 30% weight reduction while meeting ISO 7061:2015 deflection requirements.


Aerospace applications extend beyond tooling to non-flight hardware and prototype structures. The U.S. Army's 12-foot communications shelter printed in 48 hours demonstrated rapidly deployable infrastructure capability. Aurora Flight Sciences has produced multi-piece male mandrels for aircraft belly fairings at scales of 2.8 × 0.6 × 0.6 meters.
Wind energy represents an emerging high-impact application. Traditional blade mold fabrication costs exceed $10 million with 16-20 month lead times. The DOE/TPI/ORNL partnership at University of Maine's Factory of the Future uses the world's largest polymer 3D printer—96' × 32' × 18' build volume at 500 lbs/hour—to target 50% reductions in both cost and time while enabling integrated printed heating elements for uniform mold temperatures.
Construction and architecture applications have achieved landmark scale. Dimensional Innovations produced the 93-foot Al Davis Memorial Torch for the Las Vegas Raiders stadium on Thermwood LSAM, with blocks clad in 1,148 aerospace-grade aluminum panels. ICON's concrete printing operation at Wolf Ranch in Austin has scaled from 2 to 11 robotic printers producing 2 homes per week at 3× traditional construction speed with up to 30% cost reduction.

LFAM Industry Applications
Real-World Impact Across Key Industrial Sectors
Aerospace
Tooling, molds & structural components
Marine
Vessel hulls, molds & maritime structures
Wind Energy
Blade molds & turbine components
Construction
Large structures & architectural elements
AI optimization and digital twins define the 2026 technology landscape
The integration of artificial intelligence has progressed from research curiosity to production capability by 2026. AiBuild's enterprise platform leads commercial deployment, offering automated toolpath generation that reduces build times by 86% and failed builds by 65% through continuous AI-driven optimization. The platform's AI co-pilot leverages over 10 years of accumulated 3D printing knowledge to recommend process parameters across pellet extrusion, WAAM, and concrete printing applications.
Thermwood's LSAM Print 3D software (version 2026.0.2.0 released August 2025) demonstrates manufacturer-integrated intelligence: automatic layer time control maintains optimal substrate temperatures, concurrent printing manages multiple dissimilar parts simultaneously, and variable bead width adjusts dynamically during deposition. These features achieve up to 80% build time reduction through optimized layer sequencing.
AI-Driven Performance Gains
Machine learning for process parameter optimization has advanced significantly. Research published in npj Advanced Manufacturing (March 2025) demonstrated neural networks achieving 8.88% mean absolute error in predicting bead geometry across layer height, transverse speed, and screw speed parameters. CNN-LSTM hybrid models enable real-time thermal profile prediction, while physics-informed synthetic image generation automates fiber orientation analysis in reinforced polymers.
Real-time defect detection systems now deploy enhanced YOLOv8 algorithms for production monitoring. SWIR thermal cameras operating at 1350-1600nm wavelengths achieve 95% F-score for defect detection at 1800 fps, enabling intervention before defects propagate. CEAD's data-logging platform provides process optimization through historical analysis with predictive maintenance capabilities—achieving 32% reduction in unplanned downtime.
Digital twin implementation remains computationally challenging for real-time LFAM application, with complex simulations requiring 50 minutes per layer. However, AiBuild's enterprise platform provides full visual build simulation with collision avoidance validation, eliminating physical trial-and-error testing. Siemens Simcenter 3D offers patented simulation technology for distortion prediction and automatic compensated geometry generation.
The Haddy AI-Powered Microfactory opening in 2025 exemplifies scaled AI integration: eight CEAD Flexbot systems with integrated monitoring achieve 16× production capacity versus competitors through AI-driven process optimization. This distributed manufacturing model—equipment delivered in shipping containers, cloud-connected for remote operation—points toward localized, on-demand production networks.
AI-Driven LFAM Optimization
Closed-Loop Intelligent Manufacturing for Maximum Efficiency and Quality
AddPath Software: Orchestrating Three-Mode Complexity
The ADDX system's unique capability—real-time switching between short-fiber, long-fiber, and hybrid modes—exists only because Addcomposites developed AddPath software specifically to manage this complexity. No other commercial platform combines these operational modes because the control challenge is substantial: maintaining process stability across viscosity ranges spanning two orders of magnitude, coordinating six robot axes with extruder parameters and fiber tension, and transitioning between modes without inducing thermal or mechanical defects.
Heritage: From AFP Production to Hybrid LFAM
AddPath evolved from Addcomposites' AFP-XS platform, where it proved reliability across 50+ installations performing traditional automated fiber placement. This production heritage provides ADDX with mature capabilities:
- Fiber path planning: Algorithms optimize steering radius, gaps/overlaps, and cut-restart-add sequences—knowledge directly applicable to ADDX long-fiber mode
- Robot kinematics: Extensive robot brand libraries encode motion constraints, avoiding singularities and ensuring reachability across complex geometries
- Real-time compensation: Dynamic correction for robot deflection under load, thermal expansion, and process-induced part distortion
ADDX extends this foundation with pellet extrusion capabilities and the unprecedented challenge of mode coordination.
Multi-Mode Toolpath Generation: Intelligent Material Assignment
AddPath analyzes part geometry, load requirements, and manufacturing constraints to automatically determine optimal mode assignment for each region:
- Structural analysis import: Accepts FEA results showing stress/strain fields; assigns long-fiber mode to high-load regions exceeding user-defined thresholds
- Geometric assessment: Identifies features requiring short-fiber mode (small radii, complex topologies) versus long-fiber compatible surfaces (gentle curvature, continuous paths)
- Hybrid zone definition: Automatically generates transition regions where both modes operate simultaneously, creating property gradients to prevent stress concentrations at material boundaries
- Toolpath optimization: Minimizes mode switches (each transition requires thermal stabilization), sequences operations for optimal thermal management, and validates robot reachability for all segments
The operator defines high-level requirements (target weight, strength margins, production time); AddPath generates the multi-mode toolpath. This inverts the traditional workflow where operators manually partition designs across multiple manufacturing processes.
Mode Transition Management: The Critical Innovation
Switching between modes mid-build presents substantial technical challenges. AddPath manages these through coordinated control:
Thermal Management During Transitions
- Monitors five thermal zones continuously
- Calculates thermal capacity requirements for next mode (long-fiber consolidation requires higher barrel temperatures than short-fiber extrusion)
- Preemptively adjusts heating/cooling to achieve target temperatures before mode switch
- Validates substrate temperature remains within bonding window during transition delay
Material Flow Coordination
- Short → Long transition: Purges residual pellet material from barrel, synchronizes fiber feed engagement with screw rotation cessation, validates tape tension before resuming deposition
- Long → Short transition: Retracts continuous fiber cleanly, engages screw drive, allows pellet feed to fill barrel before deposition
- Hybrid mode entry: Simultaneously manages both systems at coordinated feed rates—requires real-time ratio adjustment to achieve target fiber volume fraction
Robot Motion Optimization
- Inserts dwell periods or travel moves during transitions to allow thermal/material stabilization without stalling mid-layer
- Calculates transition points based on geometry to minimize quality impact (prefers corners/edges over visible surfaces)
- Adjusts acceleration profiles near transitions to reduce dynamic loading during material system changes
These coordination algorithms enable the three-mode capability unique to ADDX. Competitors cannot replicate this functionality without comparable software sophistication—the hardware integration alone is insufficient.
Digital Twin: Pre-Build Validation Across All Modes
AddPath's digital twin environment simulates the complete build before physical production:
- Fiber visualization: Displays continuous fiber paths with color-coded tension/angle/overlap information—operators validate lay-up meets design intent
- Thermal simulation: Predicts substrate temperatures throughout the build, flagging regions at risk of insufficient bonding or excessive warpage
- Mode sequence animation: Shows temporal progression through short/long/hybrid modes, validating transition logic
- Collision detection: Comprehensive robot/printhead/part interference checking across all six robot axes plus external axes (rails, rotary tables)
- Build time estimation: Accurate duration prediction accounting for mode-dependent deposition rates, transition delays, and thermal stabilization periods
The digital twin eliminates trial-and-error iteration. Operators achieve first-article success on complex hybrid-mode parts—directly translating to reduced material waste, shorter development cycles, and lower cost per part.
Integration with Emerging Capabilities: Milling Module
AddPath's upcoming milling module extends ADDX toward complete hybrid manufacturing:
- Same robot, same software environment—switch from ADDX printhead to spindle end-effector
- Automated registration: System knows printed part geometry from deposition simulation; generates machining toolpaths directly
- Closed-loop workflow: Print near-net-shape geometry with strategic overstock, machine to final dimensions, return to ADDX for additional build-up if required
This progression—from AFP heritage through multi-mode LFAM to integrated additive-subtractive manufacturing—represents Addcomposites' vision: universal composite manufacturing capability on standard industrial robots, orchestrated by software that manages complexity while presenting operators with intuitive interfaces.
The Synergy That Enables Uniqueness
ADDX's three-mode capability exists only through platform-level synergy:
- Hardware: Parallel extrusion architecture enabling simultaneous material streams
- Control: Real-time sensor feedback coordinating robot motion, extrusion parameters, fiber tension, and thermal conditions
- Software: AddPath algorithms managing mode assignment, transition sequencing, and quality validation
No competitor offers comparable capability because the development investment spans mechanical engineering, control systems, and advanced software—domains typically siloed in composite manufacturing companies. Addcomposites' integrated platform approach, built incrementally from AFP-XS through ADDX, achieves what dedicated LFAM companies (lacking fiber placement expertise) and traditional AFP providers (lacking pellet extrusion experience) cannot replicate without multi-year development programs.
For manufacturers evaluating ADDX, the implication is clear: the system's unique capability isn't merely hardware differentiation subject to rapid competitive copying. The AddPath/ADDX synergy represents a substantial moat—requiring comparable software sophistication, robot integration maturity, and process understanding to duplicate. Early adoption provides access to hybrid manufacturing capabilities unavailable elsewhere commercially in 2026.
AddPath Software Workflow
Intelligent Path Planning for Hybrid Additive Manufacturing
FEA Import
Import stress analysis data and structural requirements directly from finite element analysis models.
Auto Mode Assignment
AI automatically assigns short/long/hybrid zones based on structural requirements and geometry.
Transition Management
Coordinates thermal profiles and material flow during mode transitions for seamless zone interfaces.
Digital Twin Validation
Simulates full build process to verify toolpath integrity and predict outcomes before production.
Sustainability advantages position LFAM for regulatory-driven adoption
LFAM's thermoplastic foundation provides inherent sustainability advantages over the thermoset composites that dominate traditional manufacturing. Approximately 60% of the composite market uses epoxy-based thermosets that cannot be recycled, while LFAM thermoplastics (ABS, PC, PLA, PA, PETG) can be remelted and reprocessed multiple times. Studies confirm PLA feedstock maintains acceptable properties through 6 recycling cycles, while CF-PC demonstrates minimal performance degradation at 100% regrind content.
vs. autoclave composites
PLA maintains properties
Cork-ASA composites vs virgin
Using reground feedstock
Life cycle assessment research quantifies the environmental benefits. A 2025 Springer study comparing autoclave composites to 3D-printed thermoplastics found 26% reduction in carbon footprint (1.87 kg CO₂eq versus 1.39 kg CO₂eq per component) for the additive approach. Cork-ASA composites at 30 wt% cork demonstrate 25% carbon footprint reduction versus virgin ASA. The near-net-shape manufacturing approach eliminates the 20-30% material waste typical of traditional subtractive methods.
Energy efficiency advantages emerge at scale. BAAM substantially reduces electricity consumption compared to conventional FDM thanks to higher process rates comparable to injection molding. Eliminating autoclave processing—with its massive capital investment, excessive energy consumption for heating/cooling cycles, and costly tooling requirements—represents the largest potential sustainability gain for composite manufacturing.
Bio-based material development continues advancing. University of Maine targets 50% wood fiber content in polymer formulations for sustainable housing construction. Spent coffee ground composites with PLA demonstrate suitable viscosity (133.6-839.7 Pa·s) for LFAM processing. The pellet format directly enables recycled material use without filament conversion, with material cost reductions exceeding 60% when using reground feedstock.
LFAM Sustainability Benefits
Environmental Advantages of Large Format Additive Manufacturing
The market trajectory points toward mainstream industrial adoption
The LFAM-specific market has grown from $117.7 million in 2021 to projected $619.3 million by 2030—more than 5× expansion according to SmarTech Analysis. The broader additive manufacturing market shows even stronger growth, with projections ranging from $88 billion to $144 billion by 2030-2033 at CAGRs of 21-24%. Continuous fiber composite 3D printing specifically is projected to reach $405 million by 2031 at 14.1% CAGR.
$117.7M (2021) → $619.3M (2030)
$300M (2023) → $800M (2024)
Largest regional market
2030-2033 projections
Department of Defense spending on additive manufacturing increased from $300 million in 2023 to $800 million in 2024—166% year-over-year growth reflecting strategic prioritization of domestic manufacturing capability and supply chain resilience. The Inflation Reduction Act provides additional incentives for advanced manufacturing investment.
North America maintains 34-44% market share as the largest regional market, with Asia Pacific growing fastest driven by China's "Made in China 2025" policy targeting 10-30% traditional manufacturing replacement. European innovation hubs in Germany, UK, and France continue advancing the technology frontier.
LFAM Market Growth Trajectory
Global Market Size and Defense Sector Investment Trends
Conclusion: LFAM in 2026 bridges additive flexibility with production scale
LFAM has traversed the path from laboratory breakthrough to validated industrial process in barely a decade. The technology now occupies a distinct manufacturing niche: parts too large for conventional additive manufacturing, volumes too low for injection molding, lead times too short for traditional tooling, and performance requirements suited to thermoplastic composites rather than metal.
The 2026 landscape reveals an inflection point where AI integration transforms LFAM from a skilled-operator process to an increasingly automated manufacturing method. AiBuild's 86% build time reductions and 65% fewer failed builds demonstrate that machine learning optimization has moved beyond research publications to production deployment.
The hybrid manufacturing trajectory—combining pellet extrusion with continuous fiber placement on unified platforms like Electroimpact SCRAM and Addcomposites ADDX—points toward a future where the traditional binary choice between geometric freedom (3D printing) and structural performance (AFP) dissolves into a continuum of configurable capability. Northrop Grumman's 2024 production deployment of SCRAM for flight-qualified structures, combined with ADDX's unique real-time mode-switching capability, marks the crossing of that threshold for aerospace applications.

ADDX: A Significant Development
Addcomposites' ADDX system represents a particularly significant development in this evolution, being the only commercial platform enabling on-demand transitions between short-fiber pellet extrusion, continuous fiber placement, and simultaneous hybrid operation within a single build. This capability, enabled through the synergy of parallel extrusion architecture and AddPath's sophisticated control algorithms, opens design possibilities previously constrained by the limitations of discrete manufacturing processes—from topology-optimized lattice structures with selective fiber reinforcement to in-situ filament winding and functionally graded components. The system's plug-and-play compatibility with standard industrial robots from all major manufacturers (KUKA, ABB, Fanuc, Yaskawa, Universal Robots, Kawasaki) further democratizes access to advanced hybrid composite manufacturing.
For manufacturing strategists evaluating LFAM adoption in 2026, the decision framework has clarified: tooling applications offer proven ROI with 50-65% lead time reductions and 30-50% cost savings across aerospace, marine, automotive, and wind energy sectors. End-use structural applications remain emerging but advancing rapidly as continuous fiber integration matures—particularly with platforms like ADDX that eliminate the traditional tradeoff between geometric freedom and structural performance—and AI-driven quality assurance enables consistent part properties.
The technology's sustainability profile—recyclable thermoplastics, 26% lower carbon footprint than autoclave processing, near-zero material waste—increasingly aligns with regulatory and corporate ESG requirements. As supply chain resilience concerns drive manufacturing localization, LFAM's ability to produce large parts on-demand from digital files, using domestically-sourced recycled feedstock, represents a compelling value proposition extending well beyond pure cost and schedule metrics.
LFAM 2026: The Convergence Point
Where Additive Flexibility Meets Production Scale and Structural Performance
Sources and References
This comprehensive analysis draws from the following primary sources:
Technical Publications and Research
- npj Advanced Manufacturing (March 2025) - Neural network optimization for LFAM process parameters
- Springer Life Cycle Assessment Studies (2025) - Comparative carbon footprint analysis
- Multiple peer-reviewed journals covering materials science, composite manufacturing, and additive manufacturing
Industry Reports and Market Analysis
- SmarTech Analysis - LFAM market projections and growth forecasts
- Market research reports on additive manufacturing growth (2030-2033 projections)
- Department of Defense budget documentation (2023-2024 AM spending)
Manufacturer Technical Documentation
- Thermwood Corporation (LSAM specifications, software capabilities)
- Cincinnati Incorporated (BAAM system specifications)
- Ingersoll Machine Tools (WHAM/MasterPrint platforms)
- CEAD (Flexbot robotic systems, data-logging platform)
- Caracol (Heron AM systems)
- Electroimpact (SCRAM system specifications)
- Addcomposites Oy (ADDX system architecture, AFP-XS platform, AddPath software)
- AiBuild (Enterprise platform capabilities and performance metrics)
Case Studies and Application Examples
- Boeing ManTech program documentation
- Bell Helicopter blade mold programs
- University of Maine 3Dirigo and marine vessel projects
- Northrop Grumman SCRAM deployment
- DOE/ORNL partnership programs
- Orbital Composites wind turbine component development
Material Supplier Technical Data
- SABIC (THERMOCOMP AM series)
- Techmer PM (HiFill grades)
- Polymaker (PolyCore series)
- Airtech (Dahltram)
Standards and Certifications
- ISO 7061:2015 (Marine gangway certification)
- Aerospace FST requirements
- Various autoclave qualification standards
For specific technical parameters, performance data, and case study details, readers are encouraged to consult manufacturer websites and technical publications directly, as specifications continue to evolve with ongoing development.
Learn More
Have questions about implementing LFAM or ADDX in your operations?
Contact Us for a Consultation